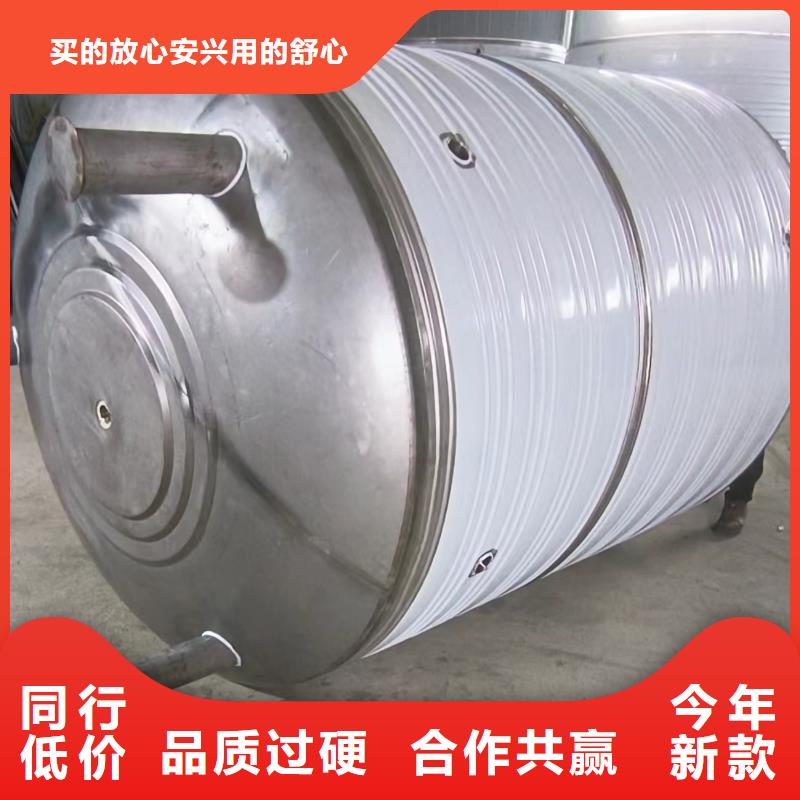
以下是《贵阳》 卧式承压水箱推荐厂家0.6-1.0Mpa的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:贵阳《贵阳》 卧式承压水箱推荐厂家0.6-1.0Mpa的图文介绍

辉煌供水设备有限公司坐落于经济开发区,欢迎惠顾,是贵阳重点培育支持的电子商务企业和生产制造企业。 公司主要经营的各种 不锈钢水箱、。根据 不锈钢水箱、市场经济发展的需要,公司先后与全国120多家大型生产 不锈钢水箱、产品的厂家建立了密切的合作联营关系,为开发新 不锈钢水箱、产品奠定了坚定的基础。 公司全体员工秉承信誉是生命、质量求生存、客户是衣食父母的原则,为国内外新老客户做出新的贡献而努力。


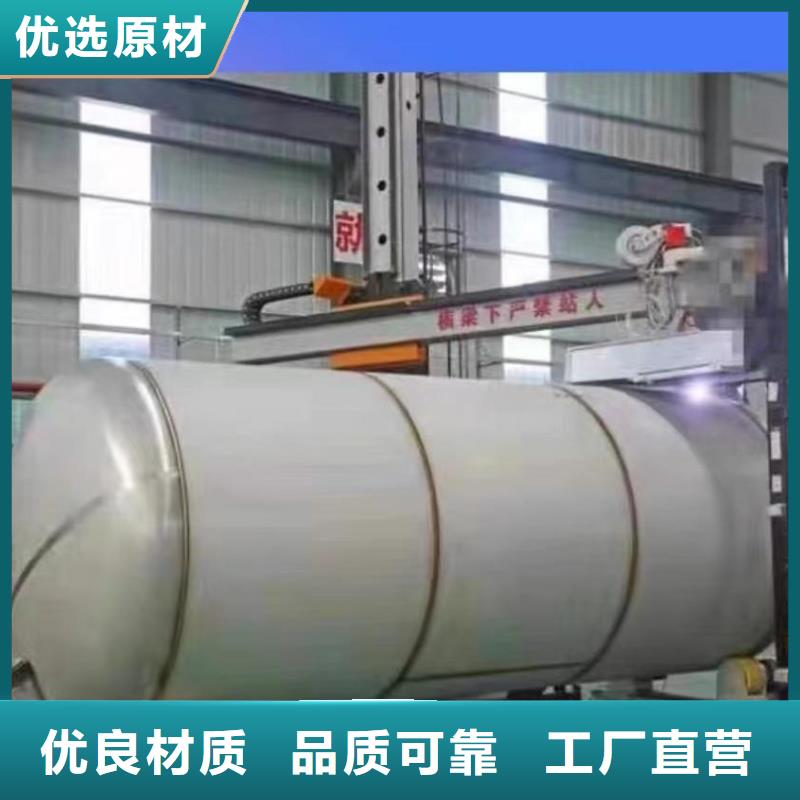
2、贵阳同城承压保温水箱筒节、贵阳同城封头的下料及成型
2.1、贵阳同城下料前的准备工作:
2.1.1、贵阳同城认真熟悉图纸及工艺卡,核对工艺卡上的尺寸、贵阳同城材料等是否与零部件及总图尺寸相符,如发现问题及时与工艺编制人员联系,以便及时纠正。
2.1.2、贵阳同城核对现场板料的材质标识、贵阳同城规格等是否与工艺卡相符,不符合不得下料。
圆筒中含有封头、贵阳同城膨胀节等部件,应事先测量封头、贵阳同城膨胀节等的周长尺寸,作为筒节落料依据。



筒节坡口加工:承压保温水箱
2.3.1、贵阳同城圆筒纵、贵阳同城环对接缝坡口应优先考虑采用内坡口,当容器内施焊有困难时,应采用外坡口。通常DN<600的筒体采用外坡口,DN≥600的筒体采用内坡口,封闭焊道采用外坡口。
2.3.2、贵阳同城当两板厚度不等时,则当薄板厚度≤10 mm且两板厚度差超过3 mm时;或当薄板厚度>10mm且两板厚度差超过薄板厚度30%或超过5mm时,应作削薄处理,由工艺人员确定。
2.3.3、贵阳同城在条件具备时,坡口加工应在刨边机上进行;若采用碳弧气刨等非机械方法加工坡口,应将影响组对和焊接的凹凸不平处修磨干净,打磨出金属光泽。


承压保温水箱 筒节两端面的不平度应不大于2mm。
2.4.6、贵阳附近筒节焊接成型后,必须进行复轧圆,以控制棱角度和椭圆度。
a)焊接接头环向形成的棱角,用弦长等于1/6Di且≥300mm的内样板或外样板检查,其值E ≤δ/10+2mm,且E≤5mm。具体如下:
钢板厚度mm 6 8 10 12 14 16 18 20
环向棱角度mm 2.6 2.8 3.0 3.2 3.4 3.6 3.8 4.0






 扫一扫
扫一扫